


همه محصولات
-
 ماتیک همکاری خوب!
ماتیک همکاری خوب! -
مورااین می تواند راه حل های حرفه ای برای استفاده از لوله های تیتانیوم، شریک قابل اعتماد ارائه دهد.
تماس با شخص :
Angela
شماره تلفن :
86-512-58715276
واتس اپ :
+8615895686919
34MnB5 26MnB5 دور جوش داده شده لوله فولادی آنیل شده میل لنگ تثبیت کننده




| محل منبع | جیانگسو |
|---|---|
| نام تجاری | Hongbao |
| گواهی | TS16949, ISo9001 |
| شماره مدل | HBWS-001 |
| مقدار حداقل تعداد سفارش | 2MT |
| قیمت | Negotiable |
| جزئیات بسته بندی | بسته بندی: موارد چوبی |
| زمان تحویل | قابل مذاکره است |
| قابلیت ارائه | 800MT / ماه |

برای نمونه و کوپن رایگان با من تماس بگیرید.
واتس اپ:0086 18588475571
وی چت: 0086 18588475571
اسکایپ: sales10@aixton.com
اگر نگرانی دارید، ما به صورت آنلاین 24 ساعته راهنمایی می کنیم.
xجزئیات محصول
| مواد | 26MnB5 | طول | طول تصادفی یا ثابت |
|---|---|---|---|
| شکل | دور | فنی | بدون درز یا جوش داده شده |
| استاندارد | EN10305-1 ، EN10305-2 و غیره | نام | جوشکاری لوله های گرد |
| برجسته | لوله های فولادی جوش داده شده,لوله های جوش داده شده سرد |
||
توضیحات محصول
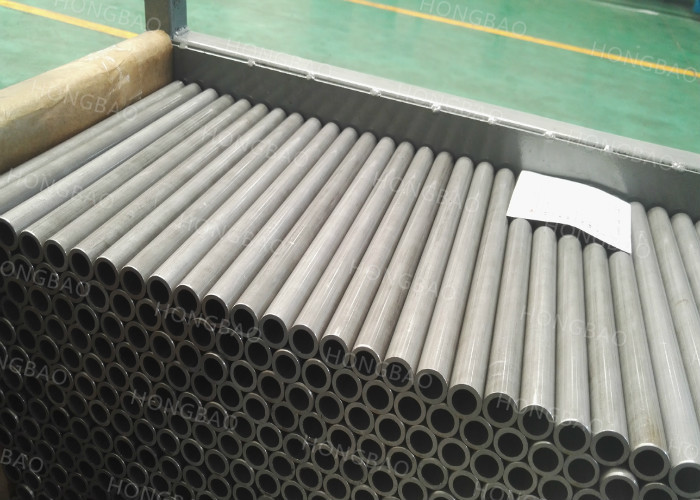
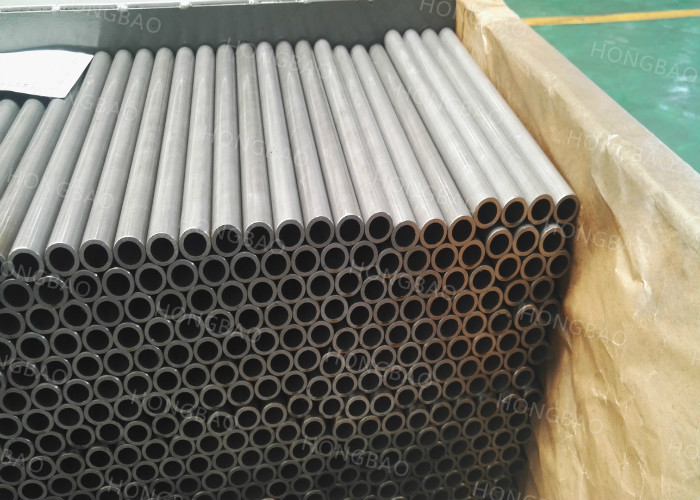
34MnB5 26MnB5 دور جوش داده شده لوله فولادی آنیل شده میل لنگ تثبیت کننده
لوله های بدون درز کربن استیل EN 10305 E235، E215، E275 & E355 به عنوان لوله های فولادی و ملایم شناخته می شوند. لوله های EN 10305 درجه E235 ، 215 ، E355 لوله های فولادی کم کربن کم هزینه با حداکثر 017٪ محتوای کربن با ترکیب حداکثر هستند 120٪ منگنز به راحتی شکل و شکل می گیرد.این لوله ها طبق مشخصات EN تولید می شوند و از نظر تجاری به عنوان لوله های cs یا لوله های ms شناخته می شوند.لوله های فولادی کم کربن به سختی لوله های فولادی کربنی نیستند ، اگرچه کربورزدایی می تواند سختی سطح آن را افزایش دهد.
مشتریان ما برای تأمین نیاز دقیق برنامه خود ، می توانند از این موارد در ابعاد ، اندازه ها و مشخصات مختلف بهره مند شوند.با توجه به کیفیت مواد اولیه ملی و بین المللی ، ما همچنین این لوله ها را در اندازه ها و ضخامت های سفارشی مطابق خواسته های خاص مشتریان گرامی با قیمت های برتر بازار ارائه می دهیم.
مشخصات محصول:
- مقاوم در برابر خوردگی
- ابعاد دقیق
- می تواند بار فشار و دما را حفظ کند
- پایان ضد زنگ
- انتقال آرام از ضخامت فلنج به لوله
- از توزیع استرس عالی اطمینان حاصل کنید
کربوهیدراتلوله های فولادی EN 10305 E235 ، E215 ، E275 و E355 به عنوان لوله های فولادی و لوله های ملایم شناخته می شوند. لوله های EN 10305 درجه E235 ، 215 ، E355 لوله های فولادی کم کربن کم هزینه با حداکثر 017٪ محتوای کربن با ترکیب حداکثر هستند 120٪ منگنز به راحتی شکل و شکل می گیرد.این لوله ها طبق مشخصات EN تولید می شوند و از نظر تجاری به عنوان لوله های cs یا لوله های ms شناخته می شوند.لوله های فولادی کم کربن به سختی لوله های فولادی کربنی نیستند ، اگرچه کربورزدایی می تواند سختی سطح آن را افزایش دهد.
مشتریان ما برای تأمین نیاز دقیق برنامه خود ، می توانند از این موارد در ابعاد ، اندازه ها و مشخصات مختلف بهره مند شوند.با توجه به کیفیت مواد اولیه ملی و بین المللی ، ما همچنین این لوله ها را در اندازه ها و ضخامت های سفارشی مطابق خواسته های خاص مشتریان گرامی با قیمت های برتر بازار ارائه می دهیم.
مشخصات محصول:
- مقاوم در برابر خوردگی
- ابعاد دقیق
- می تواند بار فشار و دما را حفظ کند
- پایان ضد زنگ
- انتقال آرام از ضخامت فلنج به لوله
- از توزیع استرس عالی اطمینان حاصل کنید
مشخصات استاندارد:
| ابعاد / استاندارد: | EN 10305 E235 ، E215 ، E275 و E355 |
مواد و درجه:
| فولاد کربن : درجه: WPB ، WPBW ، WPHY 42 ، WPHY 46 ، WPHY 52 ، WPH 60 ، WPHY 65 و WPHY 70 |
درجه های فولادی برای لوله های دقیق استاندارد
| EN 10305-1 | E215 ، E235 ، E255 ، E355 ، E410 ، 26Mn5 ، 26Mo2 C35E ، C45E ، 25CrMo4 ، 42CrMo4 ؛25CrMo4 سیستم علامت گذاری برای درجه های فولاد مطابق با EN |
| ASTM 519 SAE |
1008 ، 1010 ، 1012 ، 1015 ، 1016 ، 1017 ، 1018 ، 1019 ، 1020 ، 1021 ، 1022 ، 1025 ، 1026 ، 1030 ، 1035 ، 1040 ، 1045 ، 1045 ، 1050 ، 1518 ، 4130 ، 4140 ، 4142 ، 8617 |
| JIS G3445 | STKM11A ، STKM12A ، STKM12B ، STKM12C ، STKM13A ، STKM13B ، STKM13C ، STKM14A ، STKM14B ، STKM14C ، STKM15A ، STKM15C ، STKM16A ، STKM16C ، STKM17A ، STKM16A ، STKM16C ، STKM17A ، STKM13A ، STKM13 ، STKM13 ، STKM13 ، STKM13 ، STKM13 |
راست بودن لوله های دقیق استاندارد
| راست بودن لوله ها تحت تأثیر خواص مکانیکی لوله ها است.برای موادی که دارای نقطه عملکرد ReH <= 500 MPa هستند ، صافی 0،0015 برابر با حداکثر طول لوله ، صافی مجاز برای یک متر طول 1.5 میلی متر است.برای مواد با نقطه بازده ReH> 500 MPa ، صافی مجاز برای کل طول لوله 0.0020 برابر طول لوله است ، صافی مجاز یک متر 2 میلی متر است. |
سطح تحویل و سطح لوله های دقیق
| لوله های دقیق در شرایطی ارائه می شوند که در جدول زیر ارائه شده است.این علامت گذاری برای پردازش حرارتی مطابق با EN 10305-1 است. |
| + C | سرد کشیده / سخت. پس از آخرین سرما هیچ عملیات حرارتی ایجاد نمی شود. |
| + LC | سرد کشیده / نرم.پس از آخرین عملیات حرارتی به دنبال نقاشی سرد ، یک گذرگاه پایان سبک وجود دارد. |
| + SR | کشیدگی سرد و استرس باعث تسکین مجدد آن می شود.پس از آخرین فرآیند رسم سرد ، لوله ها از استرس خارج می شوند و در جو کنترل شده بازپخت می شوند. |
| + الف | آنیل شدهپس از آخرین فرآیند رسم سرد ، لوله ها در جو کنترل شده بازپخت می شوند. |
| + N | نرمال شده پس از آخرین فرآیند رسم سرد ، لوله ها در جو کنترل شده بازپخت می شوند. |
ترکیب شیمیایی:
| ترکیب شیمیایی (تجزیه و تحلیل بازیگران): | |||||||
| درجه فولاد | ٪ از نظر جرم | ||||||
| نام فولاد | شماره فولاد | ج | سی | من | پ | Sb | هوش مصنوعی |
| حداکثر | حداکثر | حداکثر | حداکثر | حداکثر | حداقل | ||
| E215 | 1.0212 | 0.10 | 0.05 | 0.70 | 0.025 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 | - |
| E355C | 1.0580 | 0.22 | |||||
شرایط تحویل
+ C - سرد کشیده / سخت
+ LC - سرد کشیده / نرم
+ SR - سرما خورده و استرس شما برطرف می شود
+ A - آنیل شده
+ N - عادی شده است
شرایط تحویل:
| تعیین | نماد | شرح |
| Cold (سخت) | BK | لوله ها پس از تشکیل نهایی سرما تحت عملیات حرارتی قرار نمی گیرند و بنابراین مقاومت نسبتاً زیادی در برابر تغییر شکل دارند. |
| سرد به پایان رسید (نرم) | BKW | عملیات حرارتی نهایی با رسم سرد شامل تغییر شکل محدود دنبال می شود.پردازش بیشتر مناسب ، درجه خاصی از تشکیل سرما را امکان پذیر می کند (به عنوان مثال خم شدن ، انبساط). |
| سرما تمام شده و از استرس خلاص می شود | BKS | عملیات حرارتی به دنبال آخرین فرآیند تشکیل سرما انجام می شود.با توجه به شرایط مناسب پردازش ، افزایش تنشهای باقیمانده درگیر ، فرم دهی و ماشینکاری را تا یک درجه خاص امکان پذیر می کند. |
| آنیل شده | GBK | آخرین فرآیند تشکیل سرد با بازپخت در یک فضای کنترل شده دنبال می شود. |
| نرمال شده | NBK | آخرین فرآیند تشکیل سرد با بازپخت در بالای نقطه تحول فوقانی در یک جو کنترل شده دنبال می شود. |
ماده: E235 ، E355
ظاهر:
پایان سطح داخلی و خارجی لوله ها باید از مراحل تولید و در صورت لزوم ، عملیات حرارتی باشد و باید به گونه ای باشد که هرگونه نقص سطح مانند برجستگی ، فرورفتگی یا شیارهای کم عمق که نیاز به پانسمان دارند قابل شناسایی باشد.
نقصهای سطحی که به حداقل ضخامت دیواره تعرض می کنند عیب محسوب می شوند و تلقی می شود که لوله های حاوی این موارد مطابق با این قسمت از EN 10305 نیستند.
ناهمواری سطح داخلی بیش از 4um در شرایط تحویل + C ، + LC نیست
زبری سطح خارج در شرایط تحویل بیش از 4um + SR ، + A ، + N ، + C ، + LC نیست
لوله OD: 4-30 میلی متر ، WT: 0.5-10 میلی متر
تیمار سطحی در هنگام تحویل: روغنی ، فسفاته سیاه ، روکش شده
کاربرد: صنایع خودرو سازی ، وسایل نقلیه ، مهندسی عمومی.
هر قطعه لوله برای پاکیزگی بالا تحت فشار قرار گرفته است
هر قطعه انتهای لوله با درپوش پلاستیکی متصل می شود
هر قطعه لوله با استاندارد ، اندازه ، شرایط مشخص شده است
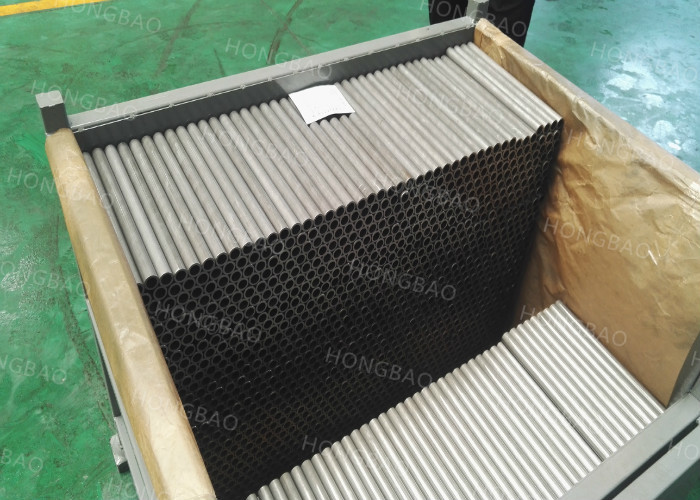
بسته بندی مورد چوبی
برنامه های کاربردی: برای صنعت خودرو / استفاده از ماشین آلات / لوله سیلندر روغن / کمک فنر موتورسیکلت / کمک فنر اتوماتیک / سیلندر داخلی / سیلندرهای تلسکوپی / سیستم بلند کردن جک / سیلندرهای هیدرولیک
ظاهر:
پایان سطح داخلی و خارجی لوله ها صاف است ، در حالی که درز Weld به نوعی قابل مشاهده یا ملموس نیست.
سطح شناسه با زبری Ra≤4μm ، بهترین صافی ID که می توانیم به Ra≤0.8μm برسیم
سطح داخلی را می توان اندازه گیری و گزارش داد اگر این امر قبل از PO توسط خریدار درخواست شود.
تامین درجه فولاد:
E155 ، E195 ، E235 E275 ، E355
شرایط تحویل:
+ C ، + LC ، + SR ، + A ، + N
روش تولید:
DOM ، ERW + سرد کشیده شده است
| تعیین | نماد | شرح |
| سرد کشیده / سخت | + C | بدون پردازش حرارتی ، پس از اتمام روند طراحی سرد |
| سرد کشیده / نرم | + LC | پس از پردازش حرارتی نهایی ، طراحی مناسب |
| سرد کشیده و آنیل شده است | + SR | پس از آخرین فرآیند رسم سرد و فرآیند حرارتی آنیل در یک فضای کنترل شده |
| آنیل شده | + الف | پس از آخرین فرآیند رسم سرد ، لوله ها در جو کنترل شده بازپخت می شوند |
| نرمال شده | + N | پس از آخرین فرآیند رسم سرد ، لوله ها در یک فضای کنترل شده نرمال می شوند |
خواص مکانیکی در دمای اتاق
| درجه فولاد | حداکثر مقادیر بستگی به شرایط تحویل دارد | |||||||||||
| + C | + LC | + SR | + الف | + N | ||||||||
| نماد فولاد | Rm MPa | آ ٪ | Rm MPa | آ ٪ | Rm MPa | ReH Mpa | آ ٪ | Rm MPa | آ ٪ | Rm MPa | ReH Mpa | آ ٪ |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 انجام 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 انجام 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 انجام 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 انجام 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 انجام 630 | 355 | 22 |
ترکیب شیمیایی (تجزیه ملاقه)
| درجه فولاد | ٪ از جرم | ||||
| نماد فولاد | حداکثر C | حداکثر Si | حداکثر منگنز | حداکثر P | S حداکثر |
| E155 | 0،11 | 0،35 | 0،70 | 0،025 | 0،025 |
| E195 | 0،15 | 0،35 | 0،70 | 0،025 | 0،025 |
| E235 | 0/17 | 0،35 | 1،20 | 0،025 | 0،025 |
| E275 | 0،21 | 0،35 | 1،40 | 0،025 | 0،025 |
| E355 | 0،22 | 0،35 | 1،60 | 0،025 | 0،025 |
DOM فرایندی است که پس از ساخت در ابتدا روی لوله اعمال می شود. به آن Seamless گفته می شود ، می توان گفت که روش فرایند یکپارچه را روی لوله های ERW انجام می دهید ، بنابراین لوله ها از مقاومت و کیفیت بالایی برخوردار خواهند بود. فرم ماده E155 E195 E235 E275 E355 1020 1026 و غیره. لوله DOM معمولاً در قطعات خودرو استفاده می شود.
ترکیبات گرید و فولاد
| درجه فولاد | ج | سی | من | پ | S | |
| نام فولاد | شماره فولاد | حداکثر | حداکثر | حداکثر | حداکثر | حداکثر |
| E155 | 1.0033 | 0.11 | 0.35 | 0.70 | 0.025 | 0.025 |
| E195 | 1.0034 | 0.15 | 0.35 | 0.70 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 |
| E275 | 1.0225 | 0.21 | 0.35 | 1.40 | 0.025 | 0.025 |
| E355 | 1.0580 | 0.22 | 0.35 | 1.60 | 0.025 | 0.025 |
aRm: مقاومت کششی ؛ReH: مقاومت عملکرد بالا ؛الف: طویل شدن پس از شکستگی
b 1Mpa = 1N / mm2
c بسته به درجه کار سرد در پاس نهایی ، مقاومت تسلیم ممکن است تقریباً به اندازه مقاومت کششی باشد.
برای محاسبه روابط زیر توصیه می شود:
برای شرایط تحویل + C: ReH. 0.8 Rm
برای شرایط تحویل + LC: ReH. 0.7 Rm
d برای اهداف محاسبه رابطه زیر توصیه می شود: ReH≥0.5Rm
فرایند تولید:
نورد سرد توسط دستگاه Cold pilger و دستگاه نورد سرد
اندازه: 20-350 میلی متر
1. استاندارد:
EN10305-2 لوله های فولادی بدون درز دقیق و سرد
2. درجه فولاد:
E155 ، E195 ، E235 ، E275 ، E355 ، سایر مواد در صورت توافق با مشتریان.
3. روش تولید:
بر روی لوله های فولادی جوش داده شده سرد ایجاد می شود تا به دقت بالایی در تحمل OD و WT برسد
4. محدوده اندازه:
OD: 20-350 میلی متر WT: 1-35 میلی متر L: حداکثر 12000 میلی متر
5. بسته بندی:
در بسته های شش ضلعی ، با محافظت از روغن ضد زنگ ، با بسته بندی مناسب دریا
6. تحویل شرایط:
1)+ C پس از آخرین فرآیند رسم سرد ، عملیات حرارتی وجود ندارد
2)+ LC پس از عملیات حرارتی نهایی یک گذرگاه طراحی مناسب وجود دارد
3)+ SR پس از آخرین فرآیند رسم سرد ، در یک فضای کنترل شده ، عملیات تنش زدایی از بین می رود
4)+ A پس از آخرین فرآیند رسم سرد ، لوله ها در جو کنترل شده بازپخت می شوند
5)+ N پس از عملیات نهایی رسم سرد ، لوله ها در جو کنترل شده نرمال می شوند
محصولات توصیه شده